СВАРОЧНЫЙ ТРАНСФОРМАТОР: РАСЧЕТ И ИЗГОТОВЛЕНИЕ
В. ВОЛОДИН, г. Одесса, Украина
Специфика работы сварочного трансформатора состоит в том, что его нагрузка непостоянна. Обычно считают, что доля времени работы под нагрузкой в цикле, состоящем из собственно сварки и паузы, не превышает 60%. Для бытовых сварочных трансформаторов нередко принимают еще меньшую величину — 20%, что позволяет без значительного ухудшения теплового режима увеличить плотность тока в обмотках трансформатора и уменьшить площадь окна его магни-топровода, необходимую для размещения обмоток. При сварочном токе до 150 А считают допустимой плотность тока в медной обмотке 8 А/мм2, в алюминиевой — 5 А/мм2 [5].
При заданной мощности габариты и масса трансформатора будут минимальны, если индукция в его магнито-проводе достигает максимально-допустимого для выбранного материала значения. Но самодеятельный конструктор обычно не знает этой величины, так как имеет дело с электротехнической сталью неизвестной марки. Чтобы избежать неожиданностей, индукцию обычно занижают, что приводит к неоправданному увеличению размеров трансформатора.
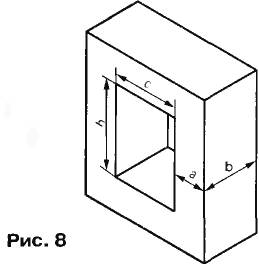
Воспользовавшись приводимой ниже методикой, можно определить магнитные характеристики любой трансформаторной стали, имеющейся в распоряжении. Из этой стали собирают "экспериментальный" магнитопровод сечением 5...10 см2 (произведение размеров а и b на рис. 8) и наматывают на один из его кернов 50... 100 витков мягкого изолированного провода сечением 1,5...2,5 мм2. Для дальнейших расчетов необходимо найти по формуле lср = 2h + 2с + 3,14а среднюю длину магнитной силовой линии и измерить активное сопротивление обмотки rо6м.
Далее по схеме, показанной на рис. 9, собирают испытательную установку. Т1 — лабораторный регулируемый автотрансформатор (ЛАТР); L1 - обмотка на "экспериментальном" магнитопроводе.
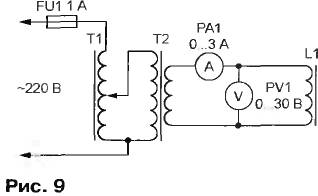
Габаритная мощность понижающего трансформатора Т2 — не менее 63 ВА, коэффициент трансформации — 8...10.
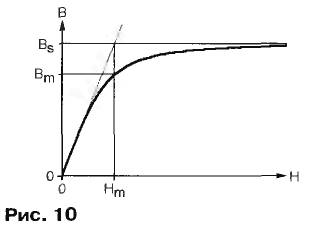
Постепенно увеличивая напряжение, строят зависимость индукции в магнитопроводе В, Тл, от напряженности магнитного поля Н, А/м, подобную показанной на рис. 10. вычисляя эти величины по формулам:
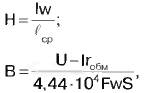
где U и I — показания вольтметра PV1, В, и амперметра РА1, A: F — частота. Гц; S — площадь сечения "экспериментального" магнитопровода, см ; w -число витков его обмотки. Из полученного графика находят, как показано на рисунке, индукцию насыщения Bs, максимальную индукцию Вт и максимальную напряженность переменного магнитного поля Hm.
Для примера рассчитаем сварочный трансформатор, предназначенный для работы от сети переменного тока 220 В, 50 Гц, задавшись напряжением холостого хода Uхх=65 В и максимальным током сварки Imax=150 А.
Габаритная мощность трансформатора
Pгаб=UxxImax =65*150=9750 ВА.
По известной формуле определяем произведение площади сечения магнитопровода SM на площадь его окна So:
![]()
где J — плотность тока в обмотках, А/мм2; kс=0,95 — коэффициент заполнения сечения магнитопровода сталью; k0=0,33...0,4 — коэффициент заполнения его окна медью (алюминием).
Предположим, Вm=1,42 Тл, первичная обмотка намотана медным проводом, вторичная — алюминиевым (берем среднее значение плотности тока J=6,5A/мм2):
SMS0=9750/(1,11*1,42*6,5*0,37*0,95)= = 2707 см4.
Для стержневых трансформаторов рекомендованы [6] следующие соотношения размеров (см. рис. 8): b/a=2; с/а=1,6; h/a=2,5...5. Выбрав h/a=4, вычислим размер a, см:
![]()
Приняв а=40 мм, найдем остальные размеры магнитопровода: b=2а=80мм; с=1,6а=32мм; h=4а=160мм.
ЭДС одного витка обмотки трансформатора на таком магнитопроводе EB=2,22*104Bmabkc=2,22*104*1,42*3200* *0,95 = 0,958 В. Число витков вторичной обмотки w2=Uxx/EB=65/0,958=68. Сечение провода вторичной обмотки S2=Imax/J=150/5=30 мм2 (J=5 А/мм2, так как провод вторичной обмотки алюминиевый). Число витков первичной обмотки w1=U1/EB=220/0,958=230. Максимальный ток первичной обмотки I1max=Imax*w2/w1=150-68/230=44,35 А. Сечение медного провода первичной обмотки S1=I1M/J=44,35/8=5,54 мм2.
Как первичную, так и вторичную обмотки трансформатора стержневой конструкции обычно делят на две одинаковые части, размещая их на двух кернах магнитопровода. Каждая из последовательно соединенных частей первичной обмотки — 115 витков провода диаметром не менее 2,65 мм. Если же части первичной катушки предполагают соединять параллельно, каждая должна содержать по 230 витков провода вдвое меньшего сечения — диаметром не менее 1,88 мм. Аналогичным образом делят на две части и вторичную обмотку.
Если обмотки выполняют цилиндрическими, для получения падающей нагрузочной характеристики трансформатора последовательно со вторичной следует включить резистор сопротивлением 0,2...0,4 Ом из нихромового провода диаметром не менее 3 мм. Для трансформатора с дисковыми обмотками этот резистор не потребуется. К сожалению, точный расчет индуктивности рассеяния такого трансформатора практически невозможен, так как она зависит даже от расположения близлежащих металлических предметов. На практике расчет ведут методом последовательных приближений с корректировкой моточных и конструктивных данных трансформатора по результатам испытаний изготовленных образцов. Подробную методику можно найти в [7].
В любительских условиях трудно изготовить трансформатор с подвижными (для регулировки тока) обмотками. Чтобы получить несколько фиксированных значений тока, делают вторичную обмотку с отводами. Более точную регу-
лировку (в сторону уменьшения тока) производят, добавляя в цепь своеобразную катушку индуктивности — укладывая сварочный кабель в бухту.
Прежде чем приступить к изготовлению рассчитанного трансформатора, целесообразно убедиться, что его обмотки разместятся в окне магнитопро-вода с учетом необходимых технологических зазоров, толщины материала, из которого изготовлен каркас, и других факторов. Размеры с и h (см. рис. 8) необходимо "подогнать" таким образом, чтобы в каждом слое обмотки уложилось целое число витков выбранного провода, а число слоев также было целым или немного меньшим ближайшего целого. Следует предусмотреть место для меж-слойной и межобмоточной изоляции.
Наиболее удачный вариант не всегда получают с первой попытки, зачастую приходится неоднократно и довольно существенно корректировать ширину и высоту окна магнитопровода. Проектируя цилиндрические обмотки, необходимо оптимальным образом выбрать размеры их секций. Обычно для вторичной обмотки, намотанной толстым проводом, отводят больше места, чем для первичной.
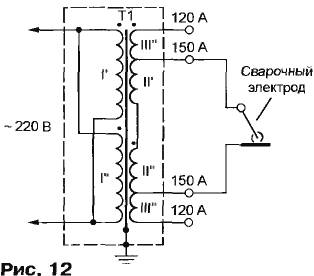
Эскиз конструкции трансформатора на два значения сварочного тока — 120 и 150 А — показан на рис. 11, а схема его включения — на рис. 12. Меньшему току соответствует большее число витков вторичной обмотки. Это не ошибка. Известно, что напряжение обмотки пропорционально числу ее витков, а индуктивность рассеивания растет пропорционально квадрату их числа. В результате ток уменьшается.
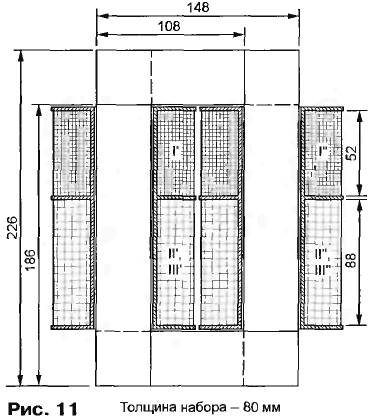
Обмотки размещены на двух каркасах из листового стеклотекстолита толщиной 2 мм. Секции первичной и вторичной обмоток на каждом каркасе разделены изолирующей щечкой из того же материала. Отверстия в каркасах для магнитопровода на 1,5...2 мм шире и длиннее поперечного сечения последнего. Это избавляет от проблем при сборке. Чтобы не допустить деформации каркаса, во время намотки его плотно насаживают на деревянную оправку. Первичная обмотка состоит из двух секций (I' и I''), расположенных на разных каркасах и соединенных параллельно. Каждая из секций — 230 витков провода ПЭВ-2 диаметром 1,9 мм. Если в наличии имеется провод диаметром 2,7 мм, в секциях можно намотать по 115 витков, но соединить их придется последовательно. Каждый слой провода перед намоткой следующего следует уплотнить легкими ударами деревянного молотка и промазать пропиточным лаком. В качестве межслойной изоляции подойдет прессшпан (электрокартон) толщиной 0.5...1 мм.
Для вторичной обмотки автором была применена алюминиевая шина сечением 30 мм2 (5x6 мм). Если имеется шина приблизительно такой же площади поперечного сечения, но другого размера, придется немного изменить ширину секций каркаса, чтобы разместить обмотку. Неизолированную шину перед намоткой следует плотно обмотать киперной лентой или тонкой хлопчатобумажной тканью, предварительно разрезанной на полосы шириной 20 мм. Толщина изоляции — не более 0.7 мм.
Секции II' и II'' имеют по 34, секции III' и III''— по 8 витков. Шину укладывают на каркас в два слоя широкой стороной к магнитопроводу. Каждый слой уплотняют легкими ударами деревянного молотка и обильно промазывают пропиточным лаком. Изготовленные катушки следует просушить. Температура и продолжительность сушки зависят от марки пропиточного лака.
Магнитопровод трансформатора набран из пластин холоднокатаной трансформаторной стали толщиной 0.35 мм. В отличие от почти черной горячекатаной стали поверхность листа холоднокатаной — белая. Можно воспользоваться листовой сталью из магни-топроводов вышедших из строя трансформаторов, устанавливаемых на трансформаторных подстанциях. Сталь желательно испытать по методике, о которой рассказано выше. Если полученное опытным путем значение максимальной индукции Вт значительно отличается от принятого при расчете (1,42Тл), последний придется повторить и учесть результаты при изготовлении трансформатора. Стальные листы рубят в направлении проката на полосы шириной 40 мм, которые разрезают на пластины длиной 108 и 186 мм. Заусенцы удаляют надфилем или напильником с мелкой насечкой. Магнитопровод собирают "вперекрышку" с возможно меньшими зазорами на стыках пластин.
Готовый трансформатор помещают в защитный кожух из немагнитного материала, например, алюминия. В кожухе обязательно делают вентиляционные отверстия. К сети 220 В трансформатор подключают кабелем с медными силовыми жилами сечением не менее 6 мм2 и заземляющим проводом , который соединяют с магнитопро-водом трансформатора и его защитным кожухом. Сетевая розетка должна быть трехконтактной (третий — заземлен), рассчитанной на ток не менее 63 А.
Выводы вторичных обмоток надежно соединяют с резьбовыми латунными шпильками диаметром 8...10 мм, установленными на термостойкой диэлектрической панели, укрепленной на защитном кожухе трансформатора. В качестве сварочных пригодны мягкие медные провода сечением 16...25 мм2.
Электроды для сварки (в случае отсутствия готовых) можно сделать самостоятельно, воспользовавшись, например, рекомендациями из [8]. Проволоку диаметром 2...6 мм из мягкой малоуглеродистой стали делят на прямые отрезки длиной по 300...400 мм. Обмазку готовят из 500 г мела и 190 г жидкого стекла, разведя их стаканом воды. Этого количества хватит на 100—200 электродов.
Подготовленные отрезки проволоки погружают в обмазку почти на всю длину, оставляя непокрытыми только концы длиной приблизительно 20 мм, вынимают и сушат при температуре 20...30°С. Такие электроды пригодны для сварки как переменным, так и постоянным током. Разумеется, они могут служить лишь временной альтернативой выпущенным промышленным способом. Для выполнения ответственных работ ими пользоваться не стоит.
ЛИТЕРАТУРА
5. Закс М. И. и др. Трансформаторы для электродуговой сварки. — Л.: Энергоатомиз-дат, 1988.
6. Баранов В. Маломощный электросварочный аппарат.— Радио, 1996, № 7, с. 52—54.
7. Горский А. Н. и др. Расчет электромагнитных элементов источников вторичного электропитания. — М.: Радио и связь, 1988.
8 Справочная книга электромонтера. — М: Энергоиздат, 1934
РАДИО №12, 2002, с. 38-39.
| Содержание | © Каталог радиолюбительских схем
Все права защищены. Радиолюбительская страница.
Пишите нам. E-mail: irls@yandex.ru или irlks@mail.ru.
|
Я радиолюбитель |