. Вопросы, с которыми нужно столкнуться во время резки
10
12
. Устранение неисправностей и поиск неисправностей
11
13
. Взрывоопасный вид
14
2. ПРЕДУПРЕЖДЕНИЕ О БЕЗОПАСНОСТИ
В процессе сварки или резки существует вероятность получения травмы, поэтому при работе соблюдайте меры предосторожности. Для получения дополнительных сведений ознакомьтесь с Руководством по безопасности оператора, которое соответствует превентивным требованиям производителя.
Поражение электрическим током ----- Может привести к смерти! !
• Установите заземляющий фитинг в соответствии с действующим стандартом.
• Запрещается прикасаться к оголенным электрическим частям и электроду непокрытой кожей, мокрыми перчатками или одеждой.
• Убедитесь, что вы изолированы от земли и мастерской.
• Убедитесь, что вы находитесь в безопасном положении.
Газы и пары ----- Может нанести вред здоровью!
• Держите голову подальше от газов и паров.
• При дуговой сварке следует использовать вентиляторы или вытяжные устройства, чтобы избежать вдыхания газов.
Лучи дуги ------ Вредны для глаз, обжигают кожу.
• Носите подходящую защитную маску, светофильтр и защитную одежду для защиты глаз и тела.
• Подготовьте подходящую защитную маску или занавеску для защиты смотрящего.
Огонь
• Сварочная искра может вызвать возгорание. Убедитесь, что в зоне сварки нет трута.
Шум ----- Чрезмерный шум вреден для слуха.
• Используйте наушники или другие средства для защиты ушей.
• Предупредите смотрящего, что шум вреден для слуха.
Неисправность ----- При возникновении проблемы обратитесь к авторизованным специалистам.
• Если во время установки и эксплуатации возникнут проблемы, пожалуйста, следуйте этой инструкции для проверки.
• Если вы не полностью понимаете руководство или не можете решить проблему с помощью инструкции, вам следует обратиться за профессиональной помощью к поставщикам или в сервисный центр.
ПРЕДУПРЕЖДЕНИЕ! При использовании машины необходимо добавить переключатель защиты от утечки тока! ! !
3. ОПИСАНИЕ МАШИНЫ
Сварочные аппараты представляют собой выпрямители, использующие самую передовую инверторную технологию, которая может применяться в системах плазменной резки с использованием сжатого воздуха.
Развитие инверторного сварочного оборудования основано на развитии теории и компонентов инверторного источника питания.
Сварочный аппарат серии 3.1 CT - это новейший универсальный аппарат, разработанный нашей компанией. Подходит для всех видов металлорежущих станков, аргонодуговой сварки и ручной дуговой сварки. Его самой большой особенностью является то, что он может резать нержавеющую сталь, легированную сталь, углеродистую сталь и другие цветные металлы с функцией резки или сваривать изделия из нержавеющей стали и углеродистой стали с функцией постоянного тока. Например: для сварки скутеров, велосипедов и других изделий.
Сварочный аппарат серии 3.2 CT также основан на уникальной технологии высокочастотного инвертора нашей компании по сравнению с традиционным аппаратом, имеет небольшой размер, легкий вес, высокую эффективность преобразования, энергосбережение; По сравнению с импортной машиной, дешевле, легче адаптируется к электросети. Чтобы выделить использование двух инверторных технологий, выход чистой прямоугольной волны, чтобы жесткость дуги была хорошей, концентрация тепла, способность обратной очистки, широкий диапазон очистки, небольшой ток, который нелегко сломать дугу и т. Д., Чтобы гарантировать отличный сварщик Сварочные характеристики.
3.3 Сварочный аппарат также оборудован устройством регулирования тока с помощью ножной педали, чтобы сварщик мог освободить руку и регулировать силу тока ногой; таким образом, ток можно быстро нагреть, когда сварка начинается и добавляется проволока, а в конце сварки ток уменьшается. Формирование сварочного рисунка; Использование педали помогает повысить эффективность сварки, снизить сложность сварки и обеспечить качество сварки.
ПРЕДУПРЕЖДЕНИЕ!
Машина в основном используется в промышленности. Он будет излучать радиоволны, поэтому работники должны полностью подготовиться к защите.
4. ТАБЛИЦА ТЕХНИЧЕСКИХ ПАРАМЕТРОВ
Параметры \ Модель
MCT-520DPL
Режим
РЕЗАТЬ
TIG
ММА
МИГ
Входное напряжение (В)
Однофазный AC230 + 15%
Частота (Гц)
50/60
Номинальный входной ток (А)
37
27
42
36
Текущий диапазон (А)
20-50
10-200
10-200
50-200
Напряжение холостого хода (В)
260
64
64
64
Номинальное выходное напряжение
100
18
28 год
24
Газ после потока (S)
5-10
0,1-10
/
АВТО
Дистанционное управление
/
/
/
/
Способ зажигания
HF
HF
ТРОГАТЬ
ТРОГАТЬ
Эффективность (%)
80-85
80-85
80-85
80-85
Продолжительность включения (%)
30
30
30
30
Фактор силы
0,73-0,76
0,73-0,76
0,73-0,76
0,73-0,76
Класс изоляции
ЧАС
ЧАС
ЧАС
ЧАС
Защита жилья
IP21S
IP21S
IP21S
IP21S
Вес (кг)
14,8
Габаритные размеры (мм)
489 * 210 * 327
5. ИНСТРУКЦИЯ ПО ФУНКЦИИ ПАНЕЛИ
5.1 Функция кнопки
Функциональная кнопка опции: когда функциональная кнопка выбрана как режим «CUT» или индикатор горит CUT, она может разрезать железную пластину для функции резки; когда функциональная кнопка установлена в режим «TIG» или световой индикатор горит для TIG, это аргонодуговая сварка на постоянном токе. Он может сваривать нержавеющую сталь, железо, медь и другие металлы.
При переключении на процесс MIG сварщик может использовать функцию фиксации горелки 2T или 4T для
Нержавеющая сталь, сварка железа.
Функциональная кнопка MMA / CUT / TIG: это ручная дуга плавления, когда функциональная кнопка выбрана как «MMA».
5.2 Настройка параметров (кнопкой со стрелкой)
5.2.1 Регулировка параметра времени предварительной подачи газа: ^ Чтобы обеспечить эффект сварки, аргон должен поступать раньше, чем ток во время сварки. Этот параметр предназначен для регулировки интервала между выходом аргона и дугой.
5.2.2 Регулировка тока: сварочный ток
5.2.3 Регулировка параметра затухания: по завершении участка сварки и прекращении дуги, чтобы обеспечить хорошее формование, ток необходимо постепенно уменьшать до остановки. Этот параметр используется для настройки времени затухания тока.
Примечание: при использовании «ножной педали» эта ручка поворачивается против часовой стрелки на «0».
5.2.4 Регулировка параметра времени после подачи газа: Заготовка после сварки окисляется под воздействием тепла, поэтому после остановки сварки газ аргон, продуваемый сварочной горелкой, используется в течение определенного периода времени. Этот параметр представляет собой время после регулировки выхлопных газов, и максимальное время может составлять 10 секунд.
5.2.5 В режиме «MMA» не работают только сварочный ток, горячий старт, сила дуги и другие функции.
5.3 Световой индикатор
Индикатор защиты от перегрева: когда сварочный аппарат работает непрерывно, в течение длительного времени или при высоком токе, функция защиты от перегрева устанавливается для предотвращения повреждения устройства из-за внутреннего тепла. Когда индикатор горит, цифровой дисплей показывает -E2, перестает работать, но не выключается, примерно через 2-3 минуты устройство может быть автоматически восстановлено.
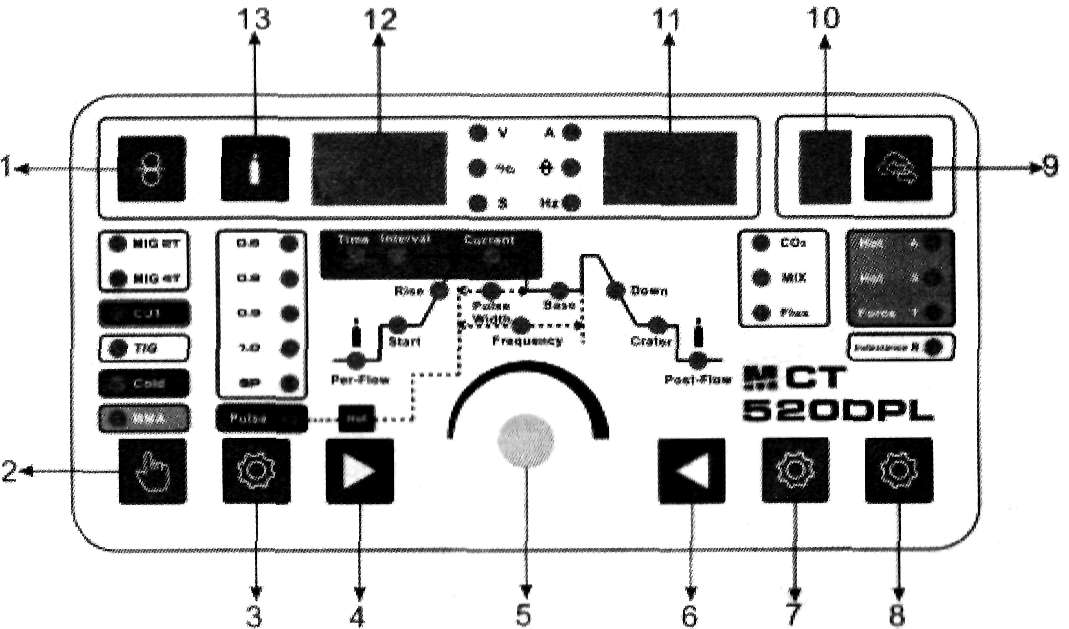
Схема панели MCT-520DPL:
1
Кнопка проверки провода
2
Выбор модели сварки: MIG 2T / MIG 4T, Plasma CUT, HF TIG, Cold TIG, MMA
3
Выбор MIG Synergic / MIG Manual / TIG PULSE: нажмите, чтобы выбрать режим MIG Synergic (диаметр проволоки), ручной режим MIG или импульсную сварку TIG на постоянном токе
4
Кнопка выбора параметров TIG: нажмите для выбора различных параметров TIG (перемещение вправо)
5
Ручка регулировки параметров: регулировка для увеличения или уменьшения различных параметров
6
Кнопка выбора параметров TIG: нажмите, чтобы выбрать различные параметры TIG (переместите влево)
7
Кнопка выбора функции: нажмите, чтобы выбрать CO2 / смешанный газ / без газа в режиме MIG, или VRD в режиме MMA, или триггер 2T / 4T в режиме TIG
8
Кнопка выбора функции: нажмите, чтобы выбрать горячий старт / время горячего старта / силу дуги в режиме MMA, или индуктивность в режиме MIG, или триггер 2T / 4T в режиме CUT.
9
Кнопка сохранения заданий: нажмите, чтобы вызвать сохраненное задание (всего 10 групп заданий). Параметры одного задания будут сохранены через 5 секунд без настройки.
10
Цифровой дисплей для номера работы
11
Цифровой дисплей для тока, скорости подачи проволоки, герц
12
Цифровой дисплей для напряжения, ширины импульса, времени импульса
13
Кнопка проверки газа
6. ИНСТРУКЦИЯ ПО УСТАНОВКЕ
Машина оборудована устройством компенсации напряжения питания. Когда напряжение питания колеблется в пределах ± 15% от номинального напряжения, он все еще может нормально работать.
Когда машина используется с длинными кабелями, для предотвращения падения напряжения рекомендуется использовать кабель большего сечения. Если кабель слишком длинный, он может сильно повлиять на зажигание дуги или другие характеристики режущей системы, например, характеристики зажигания высокочастотной дуги становятся слабыми или система работает ненормально. Поэтому предлагаются кабели заданной длины.
6.1 Убедитесь, что воздухозаборник машины не заблокирован и не закрыт, чтобы избежать неисправности системы охлаждения.
6.2 Подключите источник защитного газа. Канал подачи газа должен включать газовый баллон, расходомер, снижающий давление газообразного аргона, и газовую трубу. Соединительная часть газовой трубы должна быть закреплена хомутом для шланга или другими предметами для предотвращения утечки газообразного аргона и проникновения воздуха.
6.3. Заземлите кабели с площадью сечения не менее 6 мм2 к корпусу, способом соединения винта в задней части источника питания с заземляющим устройством или убедитесь, что клемма заземления розетки надежно подключена. Оба способа можно использовать для абсолютной безопасности.
6.4 Вставьте быстроразъемный штекер петлевого кабеля в разъем быстрого подключения панели сварочного аппарата с полярностью «+» и следуйте инструкциям. Часовая стрелка плотно затягивается, а зажим заземляющего провода на другом конце зажимает заготовку.
6.5 При использовании педального переключателя подключите двухжильный авиационный и трехжильный авиационный штекеры ножного переключателя к трехжильному воздушному разъему местной панели.
6.6 В соответствии с уровнем входного напряжения сварочного аппарата подключите линию питания к распределительной коробке соответствующего уровня напряжения. Не подключайте неправильное напряжение. Также убедитесь, что погрешность напряжения источника питания находится в допустимом диапазоне.
6.7 При использовании ручной дуговой сварки установите электрододержатель, как показано на рисунке. После вышеуказанной работы
готово, сварщик готов. В монтажных работах доступна сварка.
7. ВВЕДЕНИЕ В ЭКСПЛУАТАЦИЮ
7.1 Описание функции сварки TIG на переменном токе:
7.1.1 Включите выключатель питания, и вентилятор внутри машины начнет вращаться.
7.1.2 Нажмите функциональную кнопку и выберите нужную функцию для работы.
7.1.3 Включите переключатель аргона и отрегулируйте расход газа до номинального стандарта (см. Расходомер).
7.1.4 Отрегулируйте соотношение времени положительного и отрицательного тока в зависимости от степени окисления поверхности свариваемой детали.
7.1.5 Нажмите выключатель на горелке, и соленоидный клапан запустится. Вы услышите в сварочном аппарате высокочастотный искровой разряд. В то же время из сопла горелки выходит аргон. Примечание. При первой сварке необходимо нажать и удерживать переключатель в течение нескольких секунд перед пайкой, пока весь воздух из воздушного тракта не будет удален. После прекращения сварки через несколько секунд все равно будет выходить аргон. Это специально разработано для обеспечения защиты паяных соединений перед охлаждением. Поэтому после использования сварочное положение необходимо некоторое время сохранять после того, как дуга погаснет. Откройте сварочную горелку.
7.1.6 Отрегулируйте время «предварительного потока», «последующего потока» и «нисходящего потока» в соответствии с фактическими потребностями.
7.1.7 Держите вольфрамовый электрод и сварочную деталь на расстоянии 2-4 мм. Нажмите переключатель управления горелкой, чтобы создать высокочастотный разряд между электродом горелки и заготовкой. После начала зажигания искра высокочастотной дуги в сварочном аппарате сразу гаснет и можно приступать к работе.
7.2 Описание функции использования сварки TIG на постоянном токе:
7.2.1 Включите выключатель питания, и вентилятор внутри машины начнет вращаться.
7.2.2 Нажмите функциональную кнопку, чтобы выбрать функцию ВИГ.
7.2.3 Включите переключатель аргона и отрегулируйте расход газа до номинального стандарта (см. Расходомер). 4. 5, 6, 7 и 8 в одном описании.
7.3 Использование описания функции сварки MMA на постоянном токе:
7.3.1 Включите выключатель питания, и вентилятор внутри машины начнет вращаться.
7.3.2 Установите переключатель «TIG / MMA» в положение «MMA». Определите подходящую сварку
ток в зависимости от толщины, станции и условий процесса свариваемой детали. 7.3.3 Сварочный электрод, зажатый электрододержателем, можно сваривать.
ПРЕДУПРЕЖДЕНИЕ:
Категорически запрещается вставлять или извлекать любой используемый кабель или разъем во время процесса сварки. Эта операция поставит под угрозу личную безопасность и приведет к серьезному повреждению оборудования.
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПРЕДУПРЕЖДЕНИЕ:
Электропитание должно быть отключено для всех проверок и обслуживания, прежде чем открывать корпус, убедитесь, что вилка питания отключена.
8.1 Регулярно удаляйте пыль сухим и чистым сжатым воздухом. Если сварочный аппарат работает в среде, загрязненной дымом и загрязненным воздухом, аппарат необходимо удалять пыль ежедневно.
8.2 Давление сжатого воздуха должно быть в пределах разумного устройства, чтобы предотвратить повреждение мелких компонентов внутри машины.
8.3 Регулярно проверяйте внутреннюю цепь сварочного аппарата и убедитесь, что кабельная цепь подключена правильно, а разъемы подключены плотно (особенно вставьте разъем и компоненты). При обнаружении окалины и неплотности их следует хорошенько отполировать, а затем снова плотно соединить.
8.4 Избегайте попадания воды и пара в машину. Если они попадают в машину, просушите ее, затем проверьте изоляцию машины.
8.5 Если сварочный аппарат не будет эксплуатироваться долгое время, его необходимо поместить в упаковочную коробку и хранить в сухом месте.
8.6 Когда проволочный станок работает каждые 300 часов, электрическая угольная щетка и выпрямитель якоря должны быть отполированы, редуктор должен быть очищен, а лубрикатор должен быть добавлен к турбонагнетателю и подшипнику.
9. ПРИМЕЧАНИЕ ПЕРЕД ПРОВЕРКОЙ
ПРЕДУПРЕЖДЕНИЕ:
Слепой эксперимент и небрежный ремонт могут привести к большему количеству проблем и затруднить формальную проверку и ремонт. Когда машина находится под напряжением, оголенные части находятся под опасным для жизни напряжением. Любое прямое или косвенное прикосновение вызовет поражение электрическим током, а сильное поражение электрическим током приведет к смерти.
УВЕДОМЛЕНИЕ:
В период гарантийного обслуживания, если пользователь без нашего разрешения произведет неправильную проверку и ремонт на предмет неисправности сварочного / режущего оборудования, предлагаемая гарантия бесплатного обслуживания будет недействительна.
10. МЕРЫ ПРЕДОСТОРОЖНОСТИ
10.1 Окрестности
10.1.1 Сварочные работы следует проводить в относительно сухой среде, а влажность воздуха, как правило, не должна превышать 90%.
10.1.2 Температура окружающей среды должна быть от -10 ° C до 40 ° C.
10.1.3 Избегайте сварки при дневном свете или под дождем, а также не допускайте попадания воды или дождя внутрь сварочного аппарата.
10.1.4 Избегайте сварочных работ в пыльных местах или в агрессивной атмосфере. Избегайте сварочных работ в среде защитного газа в среде с сильным воздушным потоком.
10.2 Безопасность
10.2.1 В нашем сварочном аппарате установлены схемы защиты от перенапряжения, перегрузки по току и перегрева. Когда напряжение сети, выходной ток и внутренняя температура превышают установленные стандарты, сварочный аппарат автоматически прекращает работу; но чрезмерное использование (например, слишком высокое напряжение) все равно приведет к повреждению сварочного аппарата, поэтому вам все равно необходимо обратить внимание на следующие моменты
10.2.2 Обеспечьте хорошую вентиляцию
Наш сварочный аппарат представляет собой небольшой сварочный аппарат. Во время работы наблюдается большой рабочий ток, и естественная вентиляция не может удовлетворить требования к охлаждению сварочного аппарата. Поэтому установлен вентилятор для эффективного охлаждения сварочного аппарата, чтобы он работал бесперебойно. Пользователь должен убедиться, что вентиляция не закрыта и не заблокирована, а расстояние между сварщиком и окружающими предметами должно быть не менее 0,3 метра. Пользователь всегда должен обращать внимание на поддержание хорошей вентиляции, что лучше для сварщика и гарантирует более длительный срок службы, что очень важно.
10.2.3 Отсутствие перегрузки по току
Пользователь должен помнить о соблюдении максимально допустимого тока нагрузки (относительно выбираемый
скорость продолжения нагрузки) и поддерживайте сварочный ток, не превышающий максимально допустимую нагрузку
Текущий.
Перегрузка по току значительно сократит срок службы сварщика и может даже обжечь его.
10.2.4 Нет слишком высокого напряжения
Напряжение источника питания указано в таблице «Основные рабочие параметры». В нормальных условиях схема автоматической компенсации напряжения в сварочном аппарате обеспечивает поддержание сварочного тока в допустимом диапазоне. Если напряжение источника питания превысит допустимое значение, сварочный аппарат будет поврежден, и пользователь должен полностью понять ситуацию и принять соответствующие меры предосторожности.
10.2.5 Винт заземления прикреплен к задней части каждого сварочного аппарата и отмечен знаком заземления. Перед использованием используйте кабель сечением более 6 мм2 для надежного заземления корпуса сварочного аппарата для снятия статического электричества или предотвращения несчастных случаев из-за утечки тока.
10.2.6 Если сварщик превысит стандартную скорость продолжения нагрузки во время работы, сварщик может внезапно перейти в состояние защиты и прекратить работу. Это означает, что сварщик превышает стандартную скорость продолжения нагрузки. Избыточная тепловая энергия приводит к срабатыванию переключателя контроля температуры, в результате чего сварщик перестает работать, находясь впереди. На панели загорится красный индикатор. В этом случае нет необходимости отключать источник питания, чтобы охлаждающий вентилятор мог продолжать работать, охлаждая сварщика. Когда красный индикатор погаснет, температура упадет до стандартного диапазона, и сварку можно будет возобновить.
11. ВОПРОСЫ, КОТОРЫЕ НЕОБХОДИМО ВЫПОЛНЯТЬ ВО ВРЕМЯ РЕЗКИ
Перечисленные здесь явления могут быть связаны с аксессуарами, газами, факторами окружающей среды и условиями источника питания, которые вы используете. Пожалуйста, постарайтесь улучшить окружающую среду и избегать подобных ситуаций.
11.1 паяльник черный
В таких случаях паяное соединение плохо защищено и окисляется. Вы можете проверить следующее:
11.1.1 Убедитесь, что клапан баллона с аргоном открыт и имеет достаточное давление. Если давление внутри баллона меньше 0,5 МПа, необходимо долить баллон.
11.1.2 Убедитесь, что поток аргона включен и имеет достаточный поток. Для экономии газа вы можете выбрать разные скорости потока в зависимости от процесса сварочного тока, но слишком маленький поток может привести к недостаточному количеству защитного газа для покрытия паяных соединений. Мы рекомендуем не допускать, чтобы скорость потока аргона была меньше 31 / мин, независимо от того, насколько мал ток.
11.1.3 Самый простой способ проверить, есть ли газ, - это ощупать рукой поток газа из сопла горелки и проверить, не заблокирован ли путь прохождения газа в горелке.
11.1.4 Газовый тракт имеет проблемы с плохой герметизацией или с невысокой чистотой газа, что может вызвать проблемы с качеством сварки.
11.1.5 Если окружающая среда имеет сильный поток воздуха, это также может привести к ухудшению качества сварки.
11.2 Трудно зажечь дугу и легко разорвать дугу:
Убедитесь, что вольфрам, который вы используете, хорошего качества. Разрядная емкость вольфрамового электрода низкого качества может не соответствовать требованиям.
Вольфрамовый электрод, который не был заточен, также менее подвержен возникновению дуги и вызывает нестабильность дуги.
11.3 выходной ток не достигает номинального значения:
Отклонение напряжения питания от номинального значения приведет к несоответствию значения выходного тока установленному значению; когда напряжение питания ниже номинального значения, максимальный выходной ток сварочного аппарата также может быть ниже номинального значения.
11.4 Ток не может поддерживаться стабильным во время использования сварочного аппарата:
Эта ситуация может быть связана со следующими факторами:
11.4.1 Напряжение сети изменяется.
11.4.2 Серьезные помехи от электросети или другого электрического оборудования.
11.5 резка не может проникнуть в стальную пластину:
11.5.1 Ошибка регулирования тока.
11.5.2 Недостаточное давление воздуха.
12.УСТРАНЕНИЕ НЕПОЛАДОК И ВЫЯВЛЕНИЕ НЕИСПРАВНОСТЕЙ
MCT-520DPL
Признак неисправности
Средство
Индикатор питания не горит, вентилятор не вращается, нет сварочной мощности
1. Выключатель питания сломан.
2. Убедитесь, что в электросети, подключенной к входному кабелю, есть питание.
3. Убедитесь, что входной кабель не оборван.
Индикатор выключателя питания горит, вентилятор не вращается или несколько раз вращается до остановки, нет сварочной мощности
1. Можно ввести неправильное соединение в блоке питания 380 В, что приведет к срабатыванию схемы защиты от перенапряжения, а затем повторно подключить ее к блоку питания 220 В и перезапустить.
2, напряжение 220 В нестабильно (входная линия слишком длинная) или входная линия подключена к электросети, что вызывает запуск схемы защиты от перенапряжения, увеличение диаметра провода входной линии сети или закрепление узла входной линии. Это явление происходит при выключении 2 - Через 3 минуты новая загрузка вернется в нормальный режим.
3. Непрерывно открывайте и закрывайте выключатель питания за короткое время, вызывая срабатывание схемы защиты от перенапряжения. Подождите 2-3 минуты, а затем перезапустите.
4. Провода между переключателем и платой питания ослаблены и подтянуты.
5. Реле главной цепи 24 В на плате источника питания не подключено и не повреждено, проверьте источник питания 24 В и реле.
Вентилятор вращается, световой индикатор неисправности не горит, нет звука высокочастотного разряда «са са са», и «дуговая сварка» не может запустить дугу.
1. Напряжение положительного и отрицательного полюсов разъема VH-07 мультиметра к плате MOS должно быть около 308 В постоянного тока.
2. Вспомогательный источник питания на плате MOS имеет зеленый индикатор. Если индикатор не горит, вспомогательный источник питания не работает. Найдите место неисправности или обратитесь к дилеру.
3. Проверьте надежность соединения различных коммутационных шнуров в машине.
4. Проблемы с цепью управления, выясните причину или обратитесь к дилеру.
5. Обрыв линии управления на сварочной горелке.
Индикатор неисправности не горит, слышен высокочастотный звук разряда «са са са», сварочная мощность отсутствует.
1. Обрыв кабеля сварочной горелки.
2. Провод заземления оборван или не подключен к свариваемой детали.
3. Положительная выходная клемма или клемма выхода газа сварочной горелки отсоединены от соединения внутри аппарата.
Аномальный индикатор не горит, нет высокочастотного разряда "са са са", "Сварка LIFT TIG" может запустить дугу.
1. Первичная линия дугового трансформатора имеет плохой контакт с силовой платой, и ее необходимо подтянуть.
2. Напорный патрубок окислен или расстояние слишком велико. Поверхностная оксидная пленка напорного патрубка обрабатывается или расстояние от напорного патрубка доводится до 1 мм.
3. Отдельные компоненты цепи зажигания высокочастотной дуги повреждены, и найдена замена.
Световой индикатор неисправности горит, нет выхода
1. Это может быть максимальная токовая защита. Пожалуйста, выключите машину. Когда аварийный индикатор погаснет, а затем перезапустится, его можно будет восстановить.
2, может быть защита от перегрева, не нужно выключать на 2-3 минуты, машина может, естественно, вернуться в нормальное состояние.
3. Возможно, неисправна схема инвертора. Пожалуйста, выньте вилку питания главного трансформатора на плате MOS (рядом с модулем вентилятора VH-07) и перезапустите его:
(1) Если индикатор неисправности все еще горит, отключите сетевой шнур источника питания высокочастотной вспомогательной дуги (рядом с разъемом вентилятора VH-03) и снова включите его:
а. Если индикатор неисправности все еще горит, отдельные полевые транзисторы на плате MOS повреждены.
б. Если индикатор неисправности не горит, повышающий трансформатор в цепи высокочастотного нарастания дуги на плате источника питания сломан и заменен. (2) Если индикатор неисправности не горит:
а. Он может быть поврежден в средней пластине трансформатора. Индуктивность первичной обмотки и значение добротности главного трансформатора можно измерить с помощью моста,
б. Может случиться так, что вторичный выпрямитель трансформатора сломан по отдельности, и выпрямитель того же типа найден и заменен.
4. Возможно, цепь обратной связи разомкнута.
Не может разрушить оксидную пленку при сварке алюминия
1. Неправильный выбор сварочного снаряжения;
2. Настройка рабочего цикла слишком мала;
3. Вторичный инвертор поврежден полевой трубкой.
Серьезно обгорела вольфрамовая игла
Рабочий цикл слишком сильно отрегулирован, чтобы уменьшить рабочий цикл.
Признак неисправности
Исключать
Вентилятор не вращается, на цифровом счетчике нет дисплея, сварочная мощность отсутствует.
1. Убедитесь, что воздушный переключатель исправен или замкнут.
2. Убедитесь, что в электросети, подключенной к выходному кабелю, есть питание.
3. Термистор (четыре) на плате источника питания поврежден (обычно это вызвано отказом реле постоянного тока 24 В или плохим контактом).
4. Плата питания (основная плата) неисправна, и на выходе отсутствует напряжение постоянного тока 537В.
5. Неисправность вспомогательного источника питания на панели управления.
Вентилятор вращается, световой индикатор неисправности не горит, нет звука высокочастотного разряда «са са са»,
а сварка LIFT TIG не может запустить дугу.
1. Проверьте все виды коммутационных шнуров в машине на предмет плохого контакта.
2. Проблемы с цепью управления, выясните причину или обратитесь к дилеру.
3. Обрыв линии управления на сварочной горелке.
Неисправный индикатор не горит, слышен высокочастотный звук разряда «са са са», нет сварочной мощности.
1. Обрыв кабеля сварочной горелки.
2. Провод заземления оборван или не подключен к свариваемой детали.
3. Положительная выходная клемма или клемма выхода газа для горелки отсоединены от соединения внутри аппарата.
Индикатор неисправности не горит, нет высокочастотного разряда "са са са", дуговая сварка может вызвать дугу
1. Первичная линия трансформатора дуги плохо контактирует с пластиной дуги и подтягивается.
2. Напорный патрубок окислен или расстояние слишком велико. Поверхность напорного патрубка покрыта оксидной пленкой или расстояние от напорного патрубка составляет около 1 мм.
3. Преобразователь для ручной пайки аргонной сваркой поврежден и заменен.
4. Отдельные компоненты цепи триггера высокочастотной дуги повреждены, и найдена замена.
Световой индикатор неисправности горит, нет выхода
1. Это может быть максимальная токовая защита. Пожалуйста, выключите машину. Когда аварийный индикатор погаснет, а затем перезапустится, его можно будет восстановить.
2, может быть защита от перегрева, не нужно выключать на 2-3 минуты, машина может, естественно, вернуться в нормальное состояние.
3. Возможно, неисправна схема инвертора. Пожалуйста, выньте вилку питания главного трансформатора на плате MOS (рядом с разъемом вентилятора VH-07) и
перезапустите его:
(1) Если индикатор неисправности все еще горит, отключите сетевой шнур источника питания высокочастотной вспомогательной дуги (рядом с разъемом вентилятора VH-03) и снова включите его:
а. Если индикатор неисправности все еще горит, отдельные полевые транзисторы на плате MOS повреждены.
б. Если индикатор неисправности не горит, повышающий трансформатор в цепи высокочастотного нарастания дуги на плате источника питания сломан и заменен.
(2) Если индикатор неисправности не горит:
а. Он может быть поврежден в средней пластине трансформатора. Индуктивность первичной обмотки и значение добротности главного трансформатора можно измерить с помощью моста.
б. Может случиться так, что вторичный выпрямитель трансформатора сломан по отдельности, и выпрямитель того же типа найден и заменен.
4. Возможно, цепь обратной связи разомкнута.
Серьезно обгорела вольфрамовая игла
Рабочий цикл слишком сильно отрегулирован, чтобы уменьшить рабочий цикл.
Не может разрушить оксидную пленку при сварке алюминия

 В процессе сварки или резки существует вероятность получения травмы, поэтому при работе соблюдайте меры предосторожности. Для получения дополнительных сведений ознакомьтесь с Руководством по безопасности оператора, которое соответствует превентивным требованиям производителя.
В процессе сварки или резки существует вероятность получения травмы, поэтому при работе соблюдайте меры предосторожности. Для получения дополнительных сведений ознакомьтесь с Руководством по безопасности оператора, которое соответствует превентивным требованиям производителя.